Qualität
Die strikte Einhaltung der geprüften Herstellungsverfahren und kontinuierliche Zwischenprüfungen führen zu der geforderten Qualität unserer Aluminium-Gussteile. Ohne eine verantwortungsvolle Einstellung unserer Mitarbeiter und eine perfekte technische Vorbereitung der Produktion wäre es unmöglich, präzise und komplexe Gussteile aus Aluminiumlegierung zu produzieren, die in anspruchsvollsten Anwendungen in vielen Branchen eingesetzt und montiert werden.
Die maximale Qualitätsgarantie der erbrachten Leistungen und gelieferten Produkte wird dadurch garantiert, dass die Abteilung für Qualitätsmanagement direkt der Unternehmensleitung unterstellt ist und ein Qualitätsmanagementsystem nach ČSN EN ISO 9001:2016 und PED eingeführt wurde. Unsere bearbeiteten Aluminium-Gussteile müssen strengste Qualitätskriterien erfüllen. Aus diesem Grund haben wir bei der Herstellung einen Plan zur Kontrolle einzelner Bearbeitungsvorgänge und ein Qualitätsmanagementsystem nach ČSN EN ISO 9001:2016 eingeführt. Dank diesen geplanten Kontrollmechanismen sind wir in der Lage, den hohen Anforderungen der Kunden und ihrer Konstrukteure dauerhaft gerecht zu werden.
Kontrollmessungen und kontinuierliche Prüfungen in der Produktion führen wir mit Standard-Messgeräten und besonderen analytischen Instrumenten durch. Die Ergebnisse der Messungen und Analysen werden je nach Bedarf in Mess- und Testprotokolle eingetragen. Diese werden archiviert und sind in der Regel Teil einer Lieferanten-Konformitätserklärung.
Material
Wir verwenden ausschließlich metallurgische Rohstoffe von zertifizierten Lieferanten. Bestandteil der Materiallieferung ist ein Attest der chemischen Zusammensetzung. Trotzdem kontrollieren wir die Legierung in den Öfen regelmäßig. Zur Kontrolle der chemischen Zusammensetzung der Legierung verwenden wir das optische (OES) High-End-CCD Emissionsspektrometer Q4 TASMAN des deutschen Herstellers Bruker-Elemental. Den Grad der Begasung des geschmolzenen Metalls (D-index) bestimmen wir mithilfe des Laborgeräts Martech – VTCM 0017. Die mechanischen Eigenschaften des Materials messen wir im sog. Zugversuch in einem externen akkreditierten Labor. Die Materialhärte messen wir mit dem Härteprüfer Impact TH 170.


Gussmodell und Formgemisch
Vor und während des Formens überprüfen wir den Zustand des Gussmodells. Seine Vollständigkeit und Form sind Grundlage für die Maßgenauigkeit des Gussteils. Weiter führen wir eine Partikelgrößenanalyse des Gießereisandes durch, wir ermitteln die Festigkeit der Formen und den Gehalt an brennbaren Stoffen in der Formmasse. Diese wichtigen Kennzahlen haben großen Einfluss auf die Qualität der Gussformen und damit auch auf Form, Qualität und Abmessungen des Gussteils.
Vorgeschriebene Tests
Das rohe oder bearbeitete Gussteil kann trotz aller Vorbeugemaßnahmen in der Produktion diverse Oberflächen- oder innere Materialdefekte aufweisen. Diese unerwünschten Materialfehler gefährden die Sicherheit und verringern die Lebensdauer von Maschinen und Anlagen. Um diese Komplikationen zu vermeiden, führen wir eine Reihe von vorgeschriebenen Tests durch.
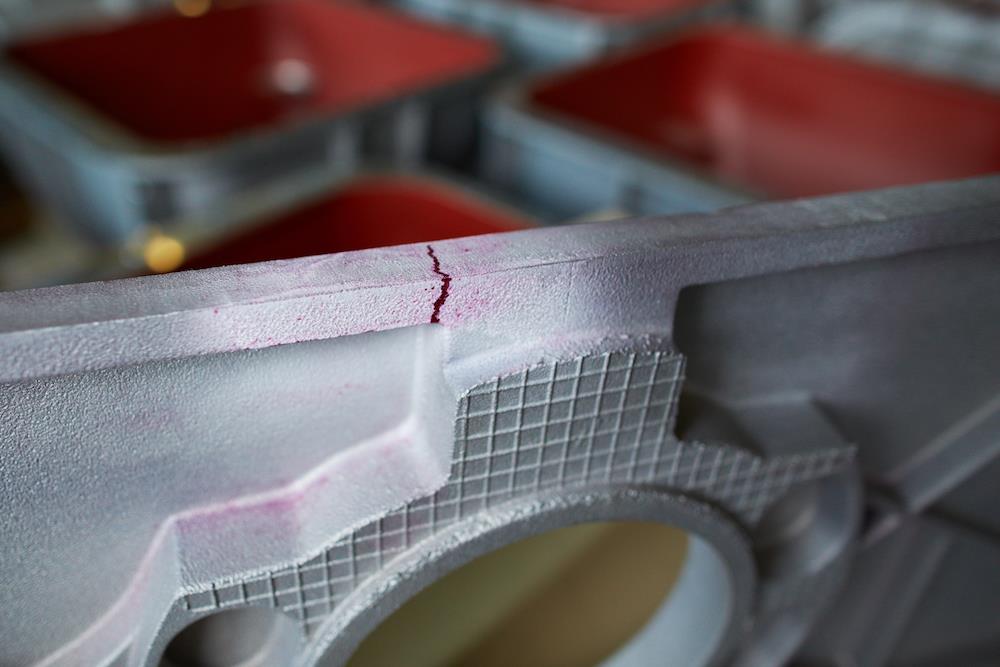
Der Kapillartest ist eine der ältesten Methoden der Werkstoffprüfung. Diese zerstörungsfreie Prüfung identifiziert Poren und Risse an der Oberfläche eines rohen oder bearbeiteten Gussstücks.
Die Ultraschallprüfung gehört zu den am häufigsten verwendeten, zerstörungsfreien Verfahren, um innere Defekte und Risse im Material und Kaltstellen aufzudecken. Die Ultraschallprüfung dient auch zur Überprüfung der Wandstärke und größerer Mängel bezüglich des Materialvolumens ohne Beschädigung des Gussteils.
Die Durchstrahlungsprüfung ist eine zerstörungsfreie Prüfung, mit der wir das ganze Gussstück innerlich auf Materialfehler prüfen. Zur Durchstrahlung des Materials wird eine Röntgenröhre oder ein radioaktives Isotop verwendet. Die digitale Aufzeichnung der Durchstrahlungsprüfung ermöglicht eine sofortige Auswertung.

Eine Druckprüfung von Gussteilen auf äußere Dichtheit erfolgt in Absprache mit dem Kunden, sofern dieser ein druckdichtes Gussteil benötigt. Laut Vorschrift für die Druckprobe verwenden wir als Testmedium Wasser oder Luft. Mit Druckwasser testen wir bis zu einem Druck von 50 bar. Die Druckprüfung mit Luft führen wir bis zu einem Druck von 8 bar durch. Das getestete Gussteil wird bei der Druckluftprüfung zwecks genauer Lokalisierung etwaiger Leckstellen oder porösem Material in Wasser getaucht.
Der sog. Helium Leak Test ist für die Kontrolle von Gussteilen gedacht, die für anspruchsvollste Anwendungen bestimmt sind. Bei diesem Verfahren wird die Dichtheit von Gussteilen mit Helium und Luft überprüft. Mit dem analytischen Spektrometer Inficon UL 1000 vergleicht man die ermittelte Konzentration der Helium-Luft-Mischung mit dem vom Kunden festgelegten Sollwert. Mithilfe dieses Tests lassen sich Lecks lokalisieren, die mit herkömmlichen Testmethoden technisch nicht nachweisbar waren.
Mechanische Prüfungen des Gussteilmaterials und ihre Ergebnisse sind sehr wichtig für eine umfassende Beurteilung der Gussteilqualität. Zugfestigkeit und Härte sind Materialeigenschaften, die die Lebensdauer von Baugruppen, Geräten und Maschinen beeinflussen, in denen unsere Gussteile verwendet werden.
Der Zugversuch ist ein Standard-Test für die Zugbelastung von Materialien. Das Prüfmaterial wird mit einer speziellen Zugfestigkeitsprüfmaschine vom VEB WPM Rauenstein getestet. Das Ergebnis der Zugfestigkeitsprüfung ist ein Diagramm, aus dem eine Vielzahl von Variablen, wie beispielsweise die Zugfestigkeit (Rm), die Streckgrenze (Re), die Dehnung (A) und die Kontraktion Z ersichtlich ist.
Prüfparameter für metallische Werkstoffe und Abmessungen der Prüfstücke werden durch die Norm ČSN EN ISO 6892 bestimmt.
Die Härteprüfung von Metallen hat erheblichen Einfluss auf die Verschleiß- und Abriebbeständigkeit des Materials und wirkt sich somit auf die Lebensdauer des Gussteils aus. Die Härte des Gussmaterials messen wir mit dem Härteprüfer Impact TH 170 nach den Prüfverfahren von Brinell, Rockwell und Vickers.
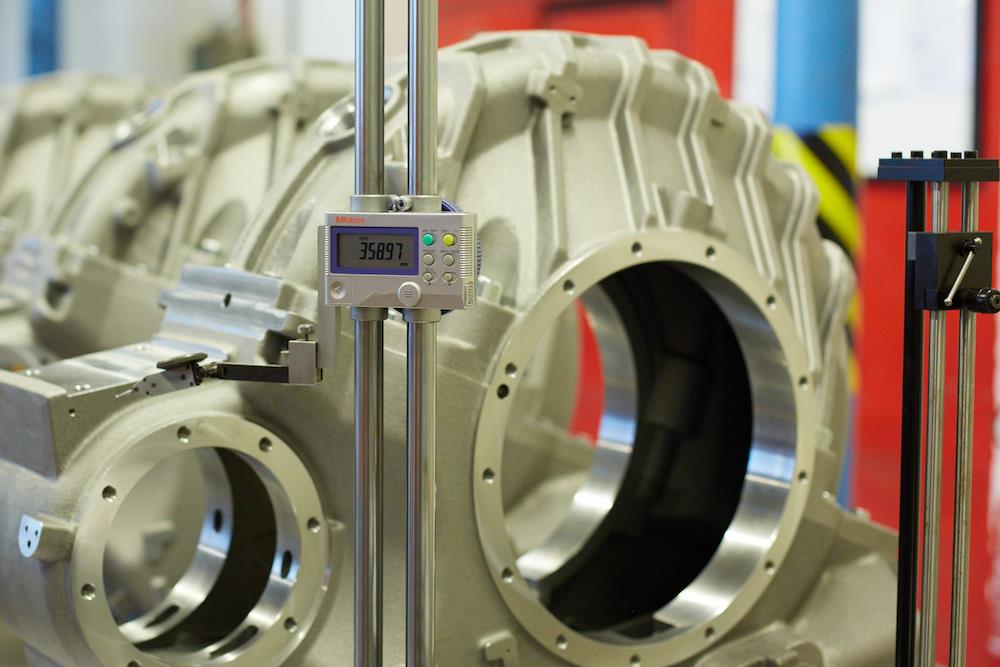
Die Kontrolle der Maße und grundlegenden geometrischen Eigenschaften der Gussteile und bearbeiteten Teile inkl. der Phasen zwischen einzelnen Arbeitsschritten erfolgt in einer Standard-Messumgebung mit geeichten Zählern.

Die CMM 3D-Messung standardmäßig nicht messbarer Abmessungen und geometrischer Größen führen wir auf dem KMG ZEISS CONTURA ACTIVE 9/18/8 in unserem eigenen Labor.
Gemäß Ihren Anforderungen stellen wir für alle Messungen und Prüfungen Messberichte, Konformitätserklärungen, Qualitätszertifikate oder Inspektionszertifikate 2.2 bzw. 3.1 aus. Diese Dokumente ermöglichen es uns, die Ergebnisse der Kontrollen und Messungen bestimmter Teile rückzuverfolgen.
Zur Veranschaulichung führen wir den Kontrollmechanismus des Herstellers der Teile an:
Qualitätskontrollplan
| Schritt | Kontrollierte Operation | Aufzeichnung | Verantwortlicher | Vorschrift - Norm |
|---|---|---|---|---|
| 1. | Überprüfung von Zeichnungsdokumentation und Daten | Nein | Technologie | Gültige Zeichnungsdokumentation |
| 2. | Kontrolle des neuen Gussmodells | Messbericht | Technologe der Gießerei, QM | Gültige Zeichnungsdokumentation |
| 3. | Kontrolle des hergestellten Musterteils | Messbericht | Putzermeister, QM | Prüfkarte für ein Gussteil |
| 4. | Kontrolle des Ausgangsmaterials | Lieferantenzertifikat | Technologe der Gießerei | ČSN EN 1676 |
| 5. | Chemische Kontrollanalyse des Ausgangsmaterials | Zertifikat UNEKO | Metallurgisches Labor UNEKO | ČSN EN 1676 |
| 6. | Kontrolle der Formmischungen | Aufzeichnung einer Gemisch-Analyse | Technologe der Gießerei | Vorschrift zur Vorbereitung der Formmasse |
| 7. | Kontrolle der Formen und Kerne vor der Zusammensetzung der Form | Nein | Former | Zeichnung, Technologischer Prozess |
| 8. | Kontinuierliche Kontrolle der Metallschmelze | Schmelzbuch, Schmelznachweis | Schmelzer, Gießereimeister, Metallurge | Vorschrift für das Schmelzen von Aluminiumlegierungen |
| 9. | D-Index-Kontrolle | D-Index-Buch | Technologe der Gießerei | ISO-Spezifikation (D-Index-Wert) |
| 10. | Kontrolle der chemischen Zusammensetzung des Gussteilmaterials | Zertifikat UNEKO | Technologe der Gießerei | ČSN EN 1706 |
| 11. | Kontrolle der mechanischen Eigenschaften des Materials | Prüfbericht | QM | ČSN EN 6892-1; ČSN EN ISO 6506-1 |
| 12. | Kontrolle des Teils nach dem Entfernen aus der Form | Nein | Former, Putzer | Technologischer Prozess und Dokumentation für das Gussteil |
| 13. | Kontrolle des Teils nach der Reinigung | Nein | Putzermeister, Putzer | Bildanhang Gussdefekte |
| 14. | Maßkontrolle der Gussteile | Messbericht | Putzermeister, QM | ČSN EN ISO 8062-3 DCTG 10 |
| 15. | Defektoskopische Untersuchung der inneren Materialqualität | Röntgenaufnahme | QM, Technologe der Gießerei | ASTM E155-15; ČSN EN 12681 |
| 16. | Ultraschall-Kontrolle der Wanddicke des Gussteils | Prüfbericht | QM, Technologe der Gießerei | ČSN EN 14127 |
| 17. | Kapillartest | Prüfbericht | QM, Technologe der Gießerei | ČSN EN 1371-1; ČSN ISO 420455 |
| 18. | Kontrolle der Zusatzleistungen | |||
|
Lieferschein + Konformitätserklärung | Putzermeister, QM | ČSN EN ISO 6506-1 | |
|
Lieferschein + Konformitätserklärung | Putzermeister, QM | Vereinbarter Qualitätskontrollplan | |
|
Lieferschein + Konformitätserklärung | Putzermeister, QM | ČSN EN ISO 2409:2007; ČSN ISO 2808 |
|
|
Lieferschein + Konformitätserklärung | Meister der Maschinenwerkstatt, QM | ČSN ISO 7583; ISO 7583:2013 |
|
| 19. | Werkzeugkontrolle | Nein | Bedienung der Anlage Zoller | Technologischer Prozess |
| 20. | Kontinuierliche Überwachung kritischer Maße nach der Bearbeitung des Gussteils | Messprotokoll | Maschinist | Genehmigte Messprotokolle |
| 21. | Kontrolle der Maße des bearbeiteten Gussteils | Messbericht | QM | Genehmigte Messprotokolle |
| 22. | Dichtheitsprüfung des Gussteils mit Druckwasser oder Druckluft | Prüfbericht | Meister der Maschinenwerkstatt, QM | Vorschrift für die Druckprüfung |
| 23. | Kontrolle der Dichtheit des Gussteils (Helium Leak Test) | Prüfbericht | Bedienung des Prüfgeräts | Vorschrift für den Helium Leak Test |
| 24. | Kontrolle der Verpackung vor dem Versand | Lieferschein | Meister der Maschinenwerkstatt, QM | Verpackungsvorschrift |
| 25. | Kontrolle der begleitenden Produktdokumentation | Konformitätserklärung | QM, KA | EN 10204 / 3.1 |